UHT Sterilizer - Ultra-High Temperature Processing Technology

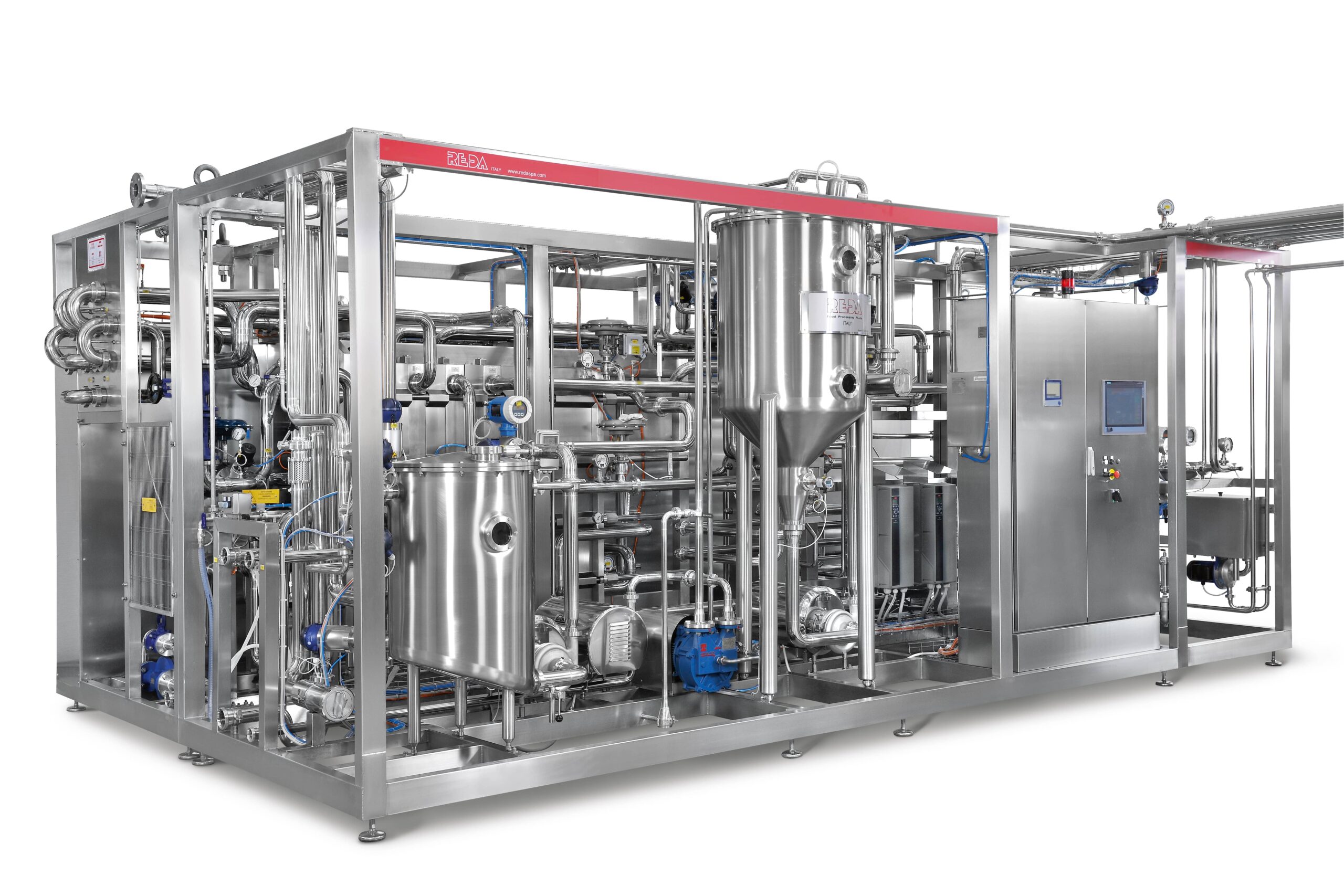
Industrial UHT Sterilizer
Advanced sterilization technology for long-term preservation
Our high-performance UHT sterilizer is designed for ultra-high temperature processing of milk, cream, plant-based drinks, and juices. UHT sterilization significantly extends shelf life without requiring a cold chain.
Type: Stérilisateur UHT à chauffage direct/indirect
Application: Lait, crèmes, boissons végétales, jus
Avantage: Conservation jusqu'à 12 mois sans réfrigération
Main features of the UHT sterilizer
- Traitement UHT haute précision : 135-150°C pendant 2-8 secondes
- Élimination totale des micro-organismes pathogènes et de spores
- Capacité de traitement : 200 à 25,000 litres/heure selon configuration
- Systèmes de chauffage disponibles : Direct, Indirect ou Combiné
- Récupération d'énergie > 90% pour une efficacité énergétique maximale
- Évaporateur sous vide Airless intégré pour élimination des gaz et oxygène
- Construction entièrement en acier inoxydable AISI 316L qualité alimentaire
- Certifications : CE, FDA, EHEDG, 3-A Sanitary Standards, ISO 9001
- Contrôle PLC avec interface HMI tactile 15" et enregistrement des données
- Système de stérilisation automatique SIP (Sterilize-in-Place)
Full description
Our UHT sterilizer represents excellence in the heat treatment of liquid products. Designed to preserve the organoleptic characteristics of the raw material while guaranteeing absolute food safety, it allows for extended storage without a cold chain.
UHT technology maintains the original color, preserves the flavor, and retains the product's taste while eliminating all microorganisms. The modular design allows for adaptation to different types of products and recipes, offering exceptional versatility.
The integrated airless vacuum evaporator eliminates the oxygen responsible for product oxidation, thus preserving quality and extending shelf life. For juices, an aroma recovery system is available.
Technical data of the UHT sterilizer
| Paramètre | Spécifications |
|---|---|
| Type de machine | Stérilisateur UHT à chauffage direct/indirect |
| Capacité de traitement | 200 - 25,000 L/heure |
| Température de stérilisation | 135-150°C (réglable) |
| Temps de maintien | 2-8 secondes |
| Température de refroidissement | 20-25°C |
| Récupération d'énergie | > 90% |
| Pression de service | Jusqu'à 15 bar |
| Matériaux en contact | AISI 316L, EPDM, NBR, PTFE |
| Consommation vapeur | 50-300 kg/heure selon capacité |
| Consommation eau de refroidissement | 5-15 m³/heure |
| Puissance électrique installée | 25-120 kW |
Advanced Features and Details
| Caractéristiques standards | Modules optionnels |
|---|---|
| Échangeur à plaques/tubulaire haute efficacité | Système de chauffage direct par injection vapeur |
| Section de maintien à température contrôlée | Système de récupération d'arômes pour jus |
| Nettoyage CIP automatique | Stérilisation SIP (Sterilize-in-Place) |
| Évaporateur sous vide Airless intégré | Contrôleur de conductivité et pH en ligne |
| Interface utilisateur tactile 15" | Connexion Ethernet et supervision SCADA |
| Enregistrement des paramètres HACCP | Système de traçabilité complet |
| Vanne de déviation automatique aseptique | Analyseur de spores en ligne |
| Protection IP66 | Carénage hygiénique complet aseptique |
FEATURES DETAILS
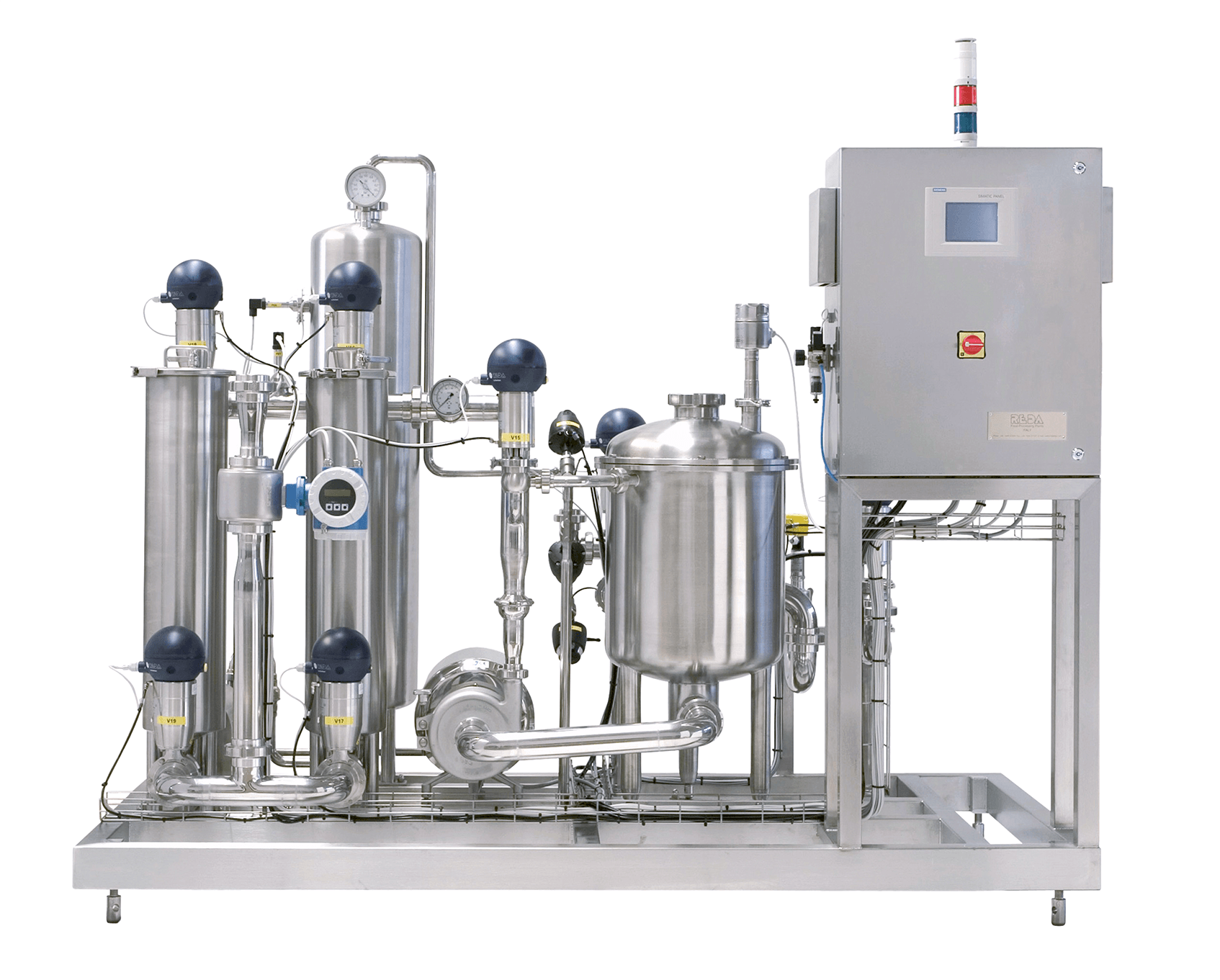
Airless vacuum evaporator
The airless evaporator operates under vacuum to remove air and dissolved gases from the product, as well as the oxygen responsible for oxidation. For milk, it acts as a deodorizer, eliminating unwanted aromas. For juices, it incorporates an aroma recovery system that condenses and reintroduces the aromas into the product.
Multiple heating systems
Three technologies are available: direct steam injection heating for high-density products, indirect heat exchanger heating for high energy efficiency, and a combined system for maximum versatility. The UHT-Flexy direct system is specifically designed for whipped cream, pastry cream, and high-density products.
Automation and advanced control
The PLC control system with a touchscreen HMI interface enables precise management of all process parameters. Automatic data logging ensures traceability and compliance with HACCP standards. Remote supervision allows for monitoring and predictive maintenance.
Areas of application
Our UHT sterilizer is suitable for various applications in the food industry:
- UHT milk - Can be stored for up to 12 months without refrigeration
- UHT creams - Whipped cream, pastry cream, fresh cream
- Plant-based drinks - Almond milk, soy milk, oat milk, rice milk
- Fruit juices - Pure juices, nectars, smoothies
- Culinary preparations - Sauces, soups, dessert mixes
Advantages of UHT treatment
Absolute food safety
The complete elimination of pathogenic microorganisms and spores guarantees maximum food safety. The sterilized product does not require a cold chain, reducing the risk of contamination.
Extended Market
Long-term storage allows access to wider geographical markets without the logistical constraints of refrigeration, opening up new business opportunities.
Preservation of quality
Unlike traditional sterilization methods, UHT technology better preserves the nutritional qualities, color, and original flavor of products while ensuring long shelf life.
Technical Frequently Asked Questions



OTHER PRODUCTS IN THIS SECTION









Hello! Click below to chat with our team on WhatsApp.
