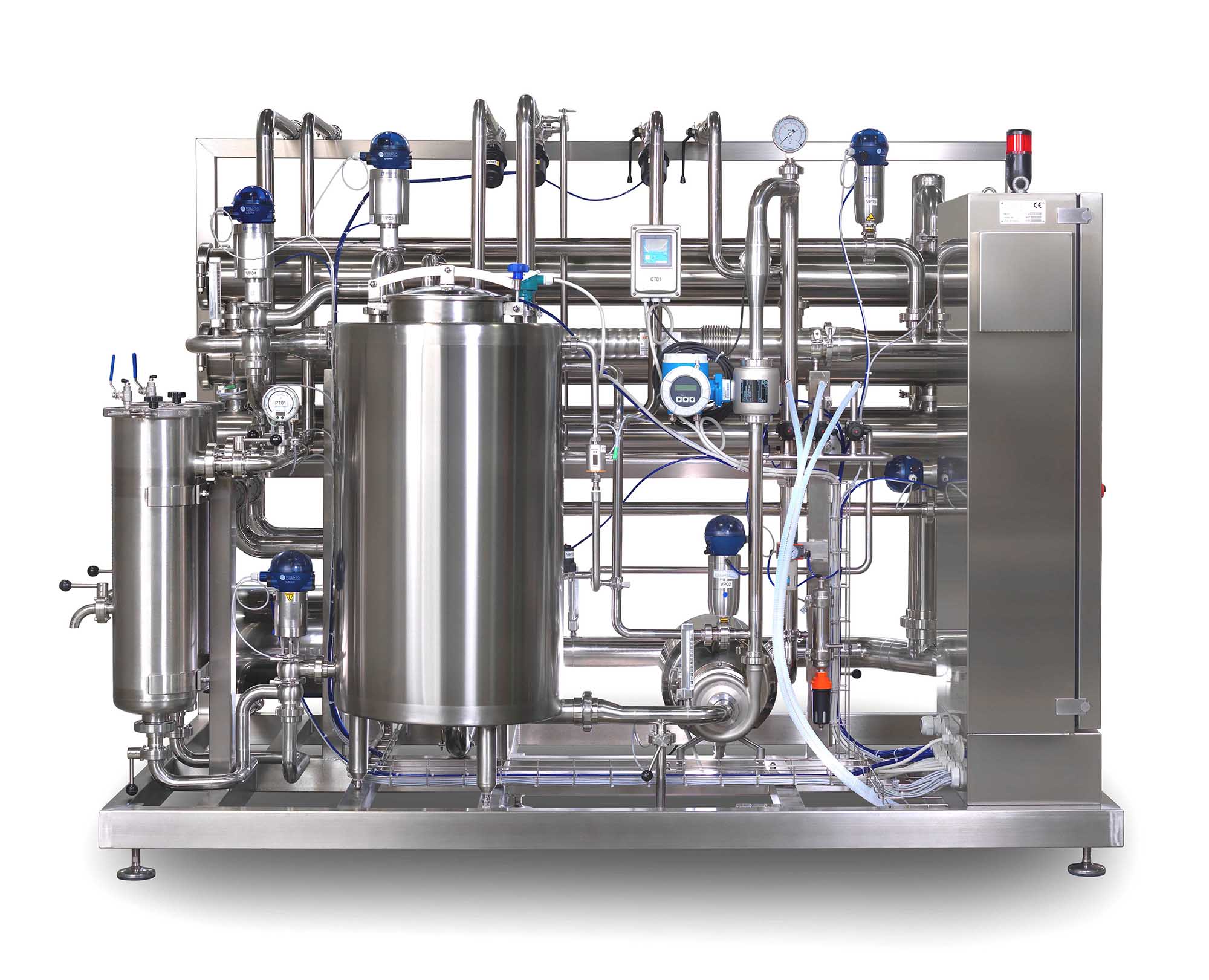
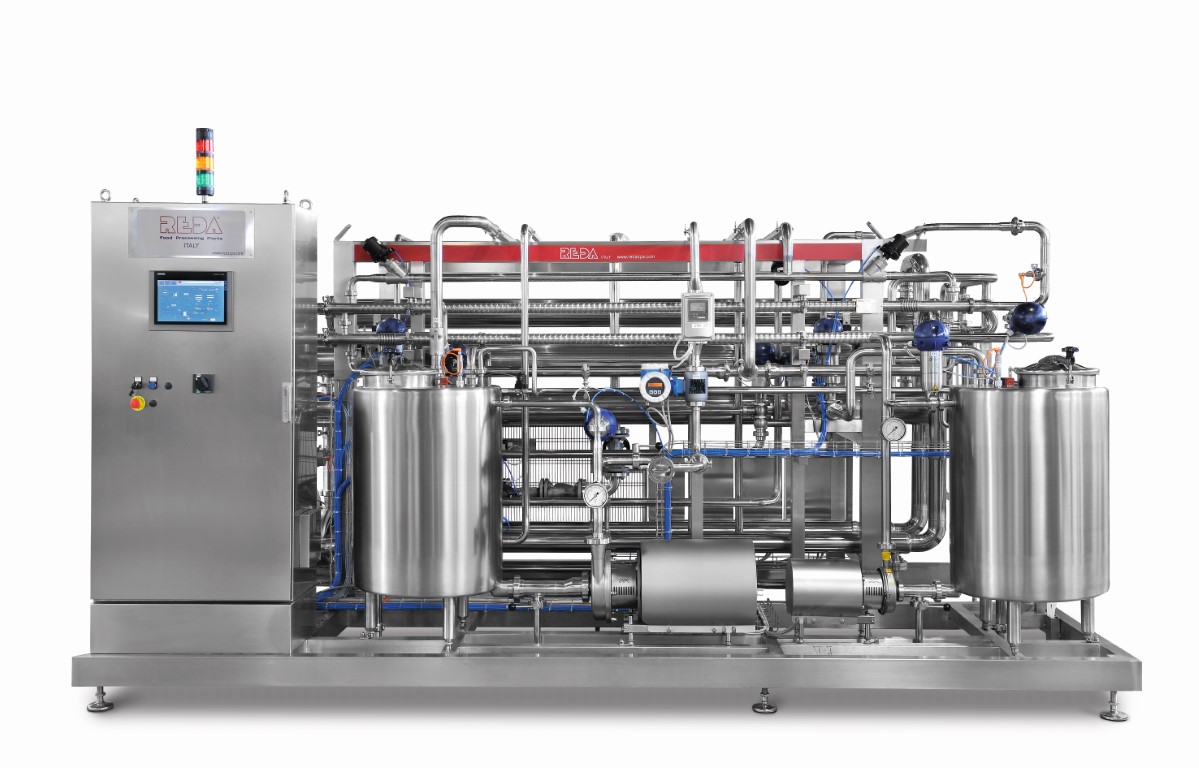
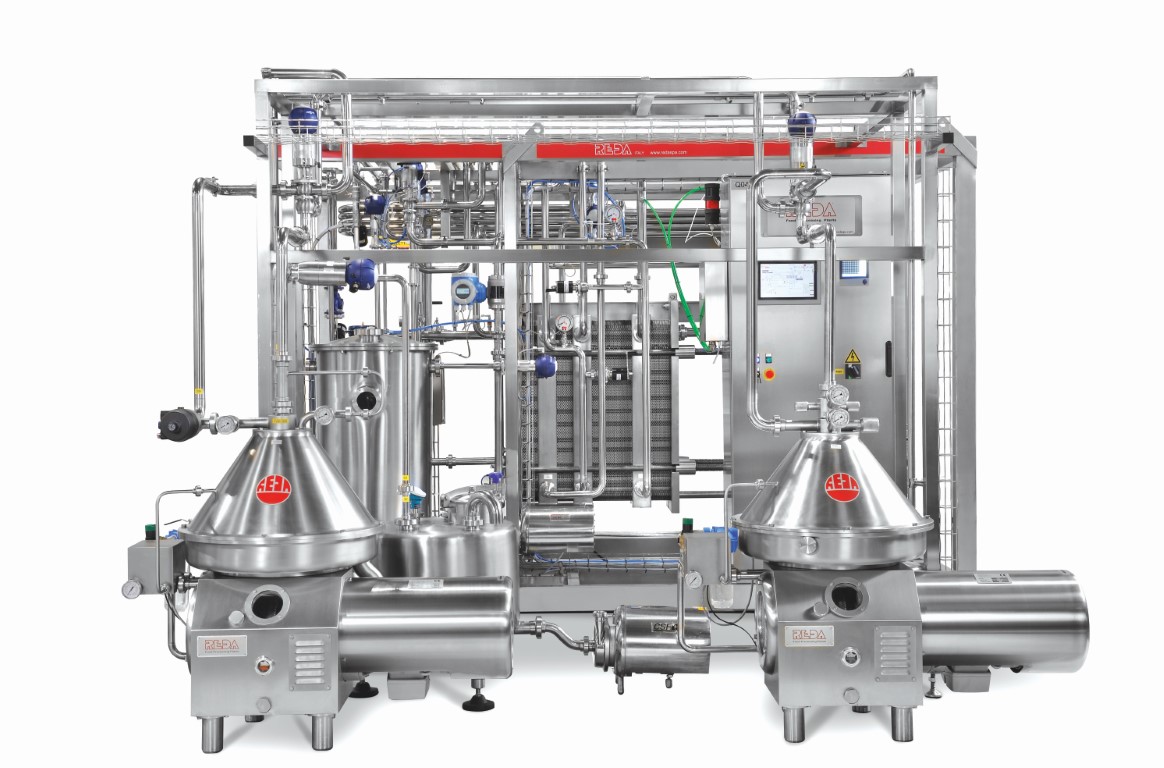
Brine Filtration System

Brine Filtration System
Advanced membrane technology for brine purification and recycling
Notre système de filtration de saumure utilise une technologie membranaire de pointe pour purifier et recycler la saumure utilisée dans l'affinage des fromages. Le système effectue un nettoyage en ligne avec retour de saumure purifiée vers le réservoir, tout en éliminant les bactéries et moisissures.
Type: Système de microfiltration à membranes spiralées
Application: Purification de saumure fromagère
Avantage: Réduction jusqu'à 90% des déchets de concentré
Main features of the Filtration System
- Technologie de membranes spiralées haute performance
- Élimination des bactéries et moisissures > 99.9%
- Capacité de traitement : 1,000 à 15,000 litres/heure
- Construction en acier inoxydable AISI 316L
- Fonctionnement en recirculation continue 24h/24
- Pression de service optimisée selon les besoins spécifiques
- pH de la saumure non affecté par la microfiltration
- Cycles de nettoyage minimisés pour une efficacité maximale
- Certifications : CE, FDA, EHEDG, 3-A Sanitary Standards
- Contrôle PLC avec interface HMI tactile 15"
Full description
Notre système de filtration de saumure représente la solution ultime pour l'optimisation des procédés fromagers. Conçu spécifiquement pour la purification et le recyclage de la saumure d'affinage, il combine une élimination microbienne efficace avec une préservation des caractéristiques chimiques de la saumure.
La technologie membranaire brevetée permet une filtration en ligne continue tandis que la saumure purifiée est renvoyée vers le réservoir. Les bactéries et moisissures sont efficacement éliminées, garantissant une qualité microbiologique optimale pour l'affinage des fromages.
This system operates with minimal cleaning cycles, maximizing operational efficiency while significantly reducing concentrate waste. The system's capacity is based on regeneration time rather than brine volume, providing exceptional flexibility.
Technical data of the Filtration System
| Paramètre | Spécifications |
|---|---|
| Type de système | Microfiltration à membranes spiralées |
| Capacité de traitement | 1,000 - 15,000 L/heure |
| Taux de rejet bactérien | > 99.9% |
| Pression de service | 2-15 bar (ajustable) |
| Type de membranes | Spiralées en polyéthersulfone |
| Taille des pores | 0.1 - 0.45 μm |
| Matériaux en contact | AISI 316L, EPDM, PVDF |
| Consommation énergétique | 5-45 kW selon capacité |
| Réduction des déchets | Jusqu'à 90% |
| Mode de fonctionnement | Recirculation continue 24h/24 |
Advanced Features and Details
| Caractéristiques standards | Modules optionnels |
|---|---|
| Membranes spiralées haute performance | Système de prétraitement automatique |
| Nettoyage CIP intégré | Contrôleur de turbidité en ligne |
| Régulation automatique de pression | Analyseur de conductivité intégré |
| Interface utilisateur tactile 15" | Connexion Ethernet et supervision |
| Enregistrement des paramètres HACCP | Système de monitoring à distance |
| Protection contre les coups de bélier | Cartouches de filtration supplémentaires |
| Détection d'intégrité des membranes | Système de backup automatique |
| Protection IP65 | Carénage hygiénique complet |
FEATURES DETAILS
Advanced membrane technology
Our spiral-wound polyethersulfone membranes offer an optimized filtration surface area with exceptional microorganism retention. The module design ensures uniform flow distribution, minimizing clogging and maximizing membrane lifespan.
Intelligent control system
The advanced PLC controller automatically adjusts pressure and flow parameters to maintain optimal filtration performance. Differential pressure sensors monitor the condition of the membranes and trigger cleaning cycles only when necessary.
Optimizing operational costs
Thanks to the significant reduction in concentrate waste and minimized cleaning cycles, our system offers substantial savings in chemicals, waste disposal, and labor. The investment is typically recouped in less than 18 months.
Areas of application
Our brine filtration system is suitable for various applications in the cheese industry:
- Hard cheeses - Brine purification for Gruyère, Comté, Emmental
- Semi-hard cheeses - Gouda, Edam, Saint-Paulin
- Blue cheeses - Roquefort, Bleu d'Auvergne
- Sheep and goat cheeses - Purification of specific brines
- Curing brines - Applications in charcuterie and meat products
Advantages of the filtration system
optimal cheese quality
The purified brine ensures uniform ripening without the development of undesirable flora, preserving the organoleptic characteristics of the cheeses and reducing surface defects.
Sustainability and continuity
Continuous 24/7 recirculation operation with minimized cleaning cycles ensures maximum system availability and stable refining parameters.
Exceptional profitability
Reducing concentrate waste by up to 90%, combined with reduced chemical and water consumption, offers a rapid and significant return on investment.
Technical Frequently Asked Questions


OTHER PRODUCTS IN THIS SECTION


Hello! Click below to chat with our team on WhatsApp.
