Industrial Low Temperature Evaporator - Gentle Concentration Technology
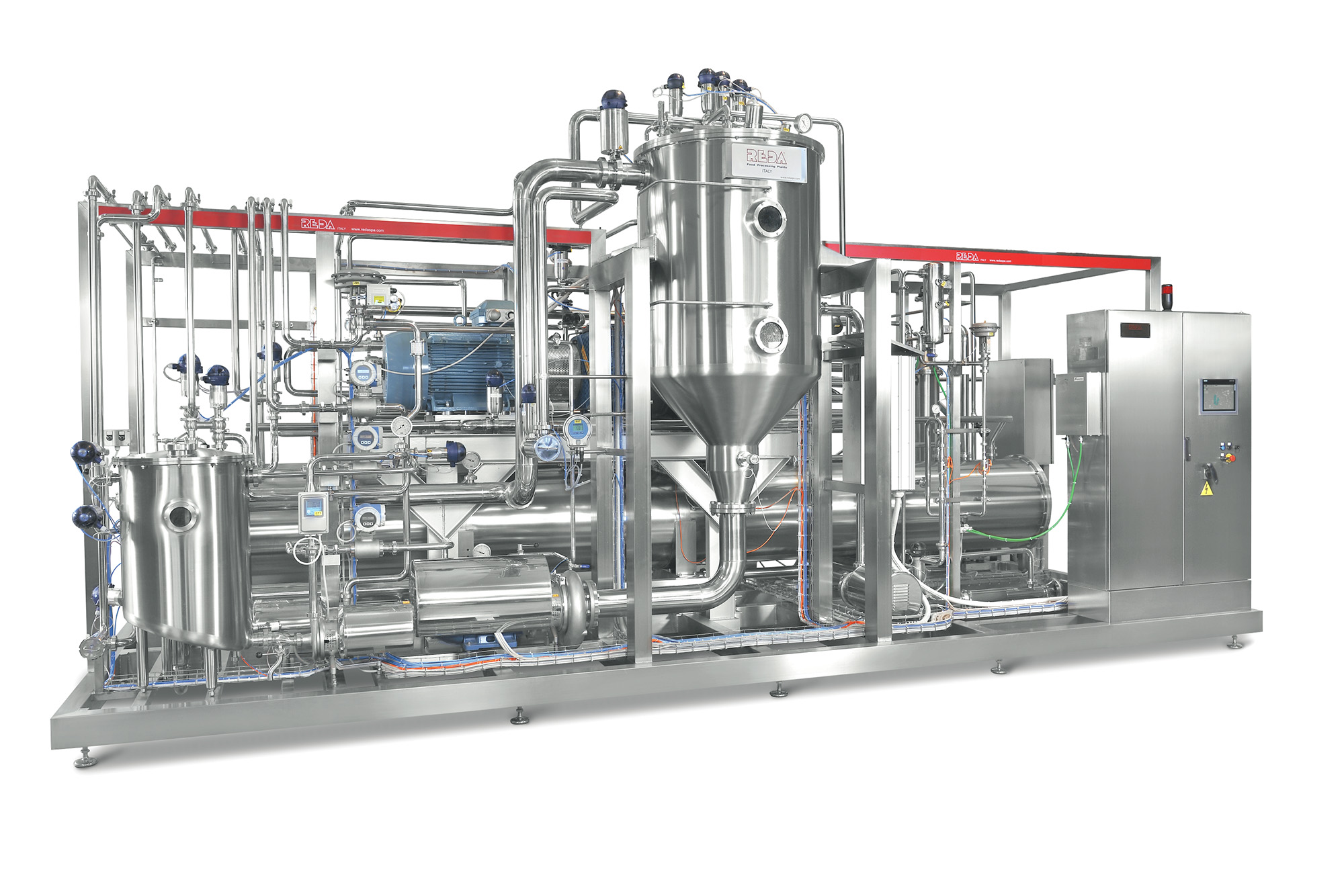
Industrial Low Temperature Evaporator
Advanced vacuum concentration technology to preserve product quality
Notre évaporateur basse température haute performance est conçu pour la concentration sous vide des jus de fruits, produits laitiers, boissons végétales et extraits naturels. La concentration à basse température préserve les vitamines, les nutriments et les saveurs naturelles sans altération thermique.
Type: Évaporateur sous vide à basse température
Application: Jus de fruits, produits laitiers, extraits végétaux, boissons
Avantage: Préservation des qualités organoleptiques et nutritionnelles
Main features of the Low Temperature Evaporator
- Concentration sous vide à basse température : 18-24°C
- Préservation totale des vitamines, enzymes et composés aromatiques
- Capacité d'évaporation : 100 à 1 000 litres/heure selon configuration
- Concentration jusqu'à 60-67° Brix selon le produit
- Consommation énergétique réduite grâce au système sous vide
- Évaporation en simple effet avec régulation automatique
- Construction entièrement en acier inoxydable AISI 316L qualité alimentaire
- Certifications : CE, FDA, EHEDG, 3-A Sanitary Standards, ISO 9001
- Contrôle PLC avec interface HMI tactile 15" et enregistrement des données
- Nettoyage automatique CIP intégré
Full description
Notre évaporateur basse température représente l'excellence en matière de concentration douce des produits sensibles à la chaleur. Conçu pour préserver les caractéristiques organoleptiques de la matière première tout en permettant une concentration optimale, il garantit une qualité supérieure du produit final.
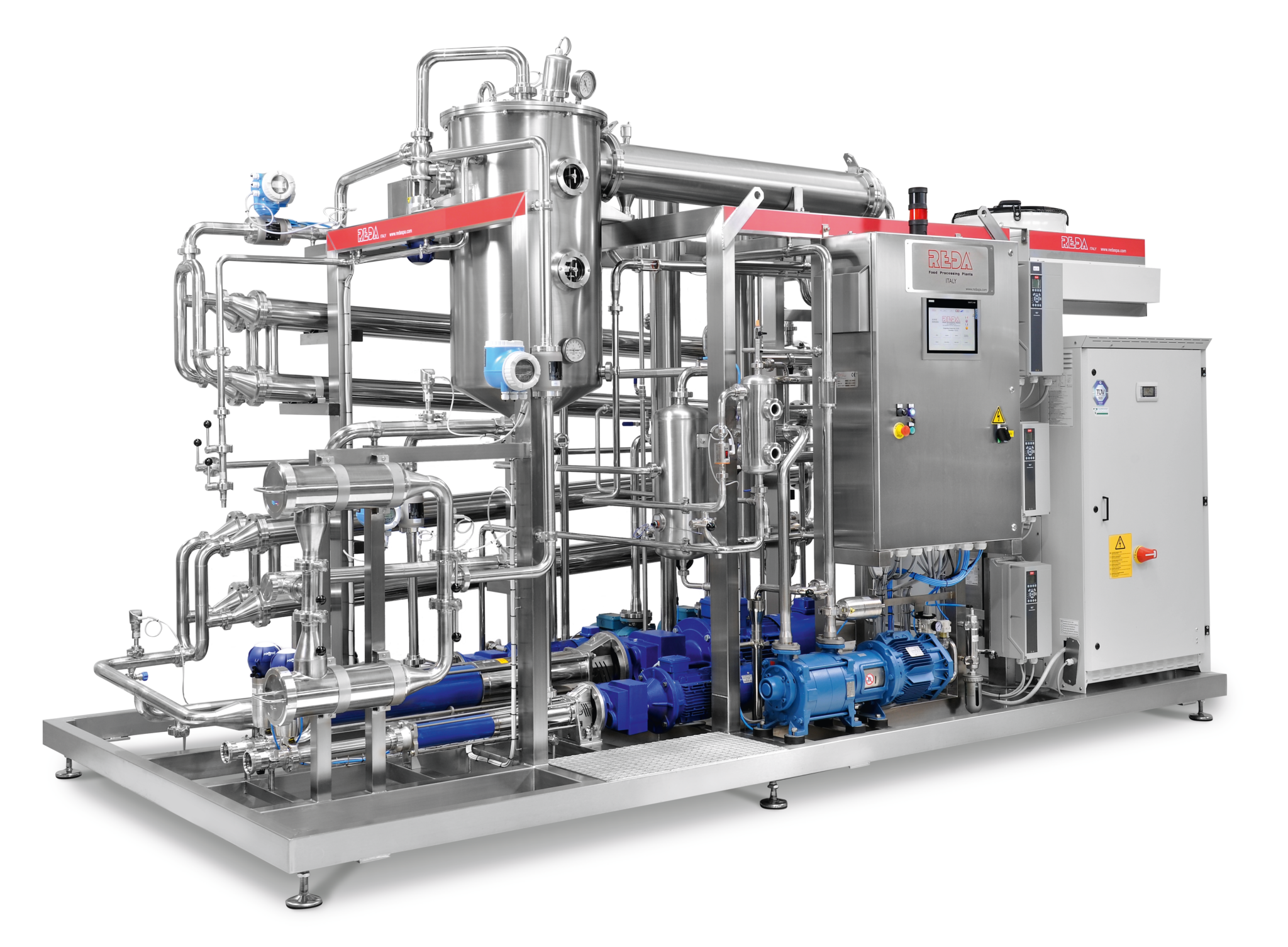
Vacuum technology allows the evaporation of pure water or alcohol at low temperatures (+18/24°C), leaving intact the organoleptic characteristics of the treated product and the balance between the different substances in solution.
The system automatically controls and regulates the correct product temperature to achieve optimal evaporation performance. This solution allows for a significant reduction in investment costs because evaporation occurs in a single-effect manner.
Technical data of the Low Temperature Evaporator
| Paramètre | Spécifications |
|---|---|
| Type de machine | Évaporateur sous vide basse température |
| Capacité d'évaporation | 100 - 1 000 L/heure (eau évaporée) |
| Température d'évaporation | 18-24°C (réglable) |
| Degré Brix maximum | 60-67° Brix selon produit |
| Pression de vide | 10-50 mbar absolu |
| Consommation énergétique | 25-220 kW selon capacité |
| Pression de service | Jusqu'à 6 bar |
| Matériaux en contact | AISI 316L, EPDM, NBR, PTFE |
| Consommation eau de refroidissement | 2-10 m³/heure |
| Niveau sonore | 70-78 dB(A) |
Advanced Features and Details
| Caractéristiques standards | Modules optionnels |
|---|---|
| Échangeur à plaques/tubulaire haute efficacité | Système de récupération d'arômes intégré |
| Régulation automatique de température et vide | Contrôleur de concentration en ligne par réfractométrie |
| Nettoyage CIP automatique | Système de prétraitement par filtration |
| Batterie à ailettes séparée pour refroidissement | Contrôleur de pH et conductivité en ligne |
| Interface utilisateur tactile 15" | Connexion Ethernet et supervision SCADA |
| Enregistrement des paramètres HACCP | Système de traçabilité complet |
| Pompe à vide haute performance | Échangeur régénérateur pour économie d'énergie |
| Protection IP66 | Carénage hygiénique complet |
FEATURES DETAILS
Gentle vacuum evaporation
The evaporator operates under vacuum to allow water to evaporate at a low temperature (18-24°C), thus preserving heat-sensitive compounds such as vitamins, enzymes, and aromas. This technology enables gentle concentration without thermal alteration of the product.
Advantages compared to membrane filtration
Comparé à la filtration membranaire, cette technologie nécessite un prétraitement moins contrôlé, atteint des niveaux de concentration plus élevés avec des coûts réduits, demande une maintenance plus simple (pas d'échange périodique de membranes) et permet un nettoyage chimique plus facile et économique.
Automation and advanced control
The PLC control system with a touchscreen HMI interface allows for precise management of all process parameters. Automatic temperature and vacuum regulation ensures optimal operating conditions for each product type. Automatic data logging guarantees traceability and compliance with HACCP standards.
Areas of application
Our low-temperature evaporator is suitable for various applications in the food and pharmaceutical industries:
- Fruit juices and nectars - Concentration without heat damage, preserving freshness and flavors
- Dairy products - Whey concentration, milk, milk proteins
- Plant-based drinks - Almond milk, soy milk, oat milk, rice milk
- Natural extracts - Extracts of plants, algae, yeasts and ferments
- Alcoholic beverages - Beer, wine, spirits, plant distillates
Advantages of low-temperature concentration
Préservation nutritionnelle optimale
The absence of intense heat treatment preserves vitamins, enzymes, antioxidants and other heat-sensitive bioactive compounds, ensuring a superior final product with intact nutritional properties.
Qualité organoleptique exceptionnelle
Les saveurs, arômes et couleurs naturelles des produits sont parfaitement préservés, sans développement de goûts de cuisson ni caramelisation. Le produit concentré conserve le profil sensoriel du produit frais.
Efficacité énergétique et économique
La technologie en simple effet sous vide permet d'atteindre des degrés de concentration élevés avec une consommation énergétique très faible. Les coûts d'investissement et de maintenance sont réduits par rapport aux systèmes de filtration membranaire.
Technical Frequently Asked Questions - Low Temperature Evaporation


OTHER PRODUCTS IN THIS SECTION





Hello! Click below to chat with our team on WhatsApp.
